试模问题及改善对策!龙三秘辛!
一 跟模工程师怎样跟进试模!
①先打开模图,了解模具的动作原理和正确的动作过程.
②模具是否按照设计顺序开合模,动作是否可以准确到位.
③顶针斜顶是否顺畅和准确复位.用手推动行位,看是否顺畅!
④是否连接运水,运水是否畅通.
⑤啤出啤件后,首先看啤件是否有明显缺陷,缩水、困气、缺胶、变型等啤件质量判断
⑥看啤件是否扣前模,模具开模时先不顶出,轻敲啤件看啤件是否良好地依附在下模上.
⑦若需啤办,将这啤件交相关的人员认可再继续.
二 作为跟模工程师你拿到啤件后开始作些什么?
①标记比较明显的缺陷,如批锋或其它明显的错误,交给作模者先行处理!
②核对产品3D和2D图判断是否有明显的错加工、漏加工.
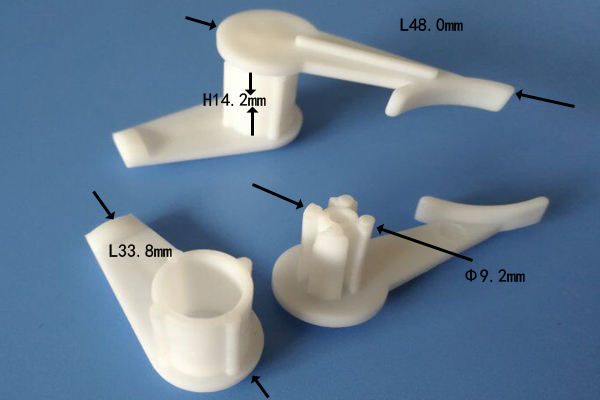
③对部分简易尺寸如柱孔的直径、深度、外尺寸用卡尺测量判定是否OK.
④将确认、改善结果迅速明确的告诉生产部!
三 产品在唧咀位置分型面走批锋,怎么处理?
①检查FIT模状况,FIT红丹可验证配合是否良好.
②检查撑头高度是否比凳的高0.05MM,检查撑头分布是否均匀,尤其是唧嘴附近是否有撑头设计.
③检查啤件是否难走料,是否有局动料位很薄的地方,排气是否开通.
④流道水口是否不平衡或太小导致走料慢冷却快形成高压.
⑤锁模力是否足够!
四 上、下模料位之间出现了绝对夹口,处理方法!
①减少上、下模料位的出模角,或使极限位对齐.
②上、下模料位都作成直身则可以消除(当然做一个行位也是可以的).
五 骨位处两边都做了镶件而且有顶针但啤件总是顶白,问题是什么!
①顶针离骨位太远.
②骨位抛光出现倒扣.
六 简述你所知道的啤件变形的几种情况和对应的改善措施.
扣前模变形
①去除倒扣;
②抛光;
③加大出模角;
④如因真空则加气顶或晒细纹;
⑤下模晒纹省粗或作倒扣线;
扣行位变行
①抛光加大出模角;
②考虑料位出一些在下模;
③加行位顶出;
顶出变形(扣下模)
①增加顶针使平衡均匀;
②加大顶针或做方顶针使顶出面积加大;
③抛光或加大出模斜度;
④加气顶避免真空;
冷却变形
①加长冷却时间;
②降低冷却水温度,如用冻水;
③增加冷却水的回路(串联改并联)
④增加冷却水;
⑤局部唔位改作铍铜镶件或铍铜针;
⑥入水口位置应力变形,改变入水位置;
缩水变形
①加长冷却周期;
②改善产品的结构,例如加筋等.
七 改善缩水的几种方法,汽车产品骨位的厚度与壁厚的关系是几比几!
①加大射胶压力,加长保压时间.
②掏空料位使料位均匀.
③减薄骨位至合适的比例.
④加粗流道、加大水口.
⑤水口对冲住缩水的位置,汽车产品的骨位厚度与壁厚的关系是:1:2
八 啤件缺胶的可能原因.
①压力小未走齐料(一些产品骨位多,稍不留心就出现缺胶)
②走料不平衡未走齐料
③料位薄难走料(困气)
④骨位藏垃圾
⑤铜公损公

九 解决困气的几种方法.
①末端困气(加排气、分型面加排气)
②骨位困气,加排气镶针
③骨位困气,加排气做镶件
④料位中间困气,(加暗流道或更改入水位置)
⑤做透钢改善排气
十 解决顶白的几种方法.
①增加顶针
②加大顶针
③增加方顶针骨位
④顶针延心迟
⑤加一个凸台
⑥骨位料位抛光
⑦顶针改成顶块
⑧减慢顶出速度
2017.10.10 龙三塑胶标准件 龙三老周

龍三版权所有*2017
东莞市龍三塑胶标准件制造有限公司
全球咨询订购热线:189-254-66612
地址:东莞市东城区牛山外经工业园伟丰路5号华中创工业大厦5楼
备案号:粤ICP备16006749号